
Hỗ trợ trực tuyến
| Contact |  |
|
| Ellen Tuyền | 0919.591.786 | |
| Contact | |
|
| Mr My | 0936.703.186 | |
| Contact | |
|
| Ms Vui | 0868.644.868 | |




Đối tác

Thống kê truy cập
- Đang online: 90
- Hôm qua: 581
- Hôm nay: 353
- Tuần này: 5194
- Tháng này: 12284
- Tổng truy cập: 172560
Giao hàng

Vấn Đề Và Giải Pháp Trong Của Sản Phẩm Đúc
Những khuyết đúc do những nguyên nhân phức tạp và có liên quan đến nhau như sau:
- Sự cố của máy ép
- Điều kiện đúc không phù hợp
- Các lỗi trong thiết kế sản phẩm và khuôn.
Lựa chọn vật liệu đúc "molding material" không phù hợp:
Những vấn đề này khá phức tạp và không giải quyết được nếu chỉ sử dụng một giải pháp.
Do đó, Rất khó để giải quyết vấn đề trong thời gian ngắn. Tuy nhiên, điều quan trọng là phân tích nguyên nhân của khuyết tật đúc, cố gắng tìm ra giải pháp hợp lý và và loại nhừ mọi khuyết tật.
Vết lõm "Sink Mark"
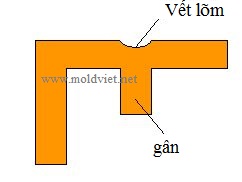
Đây là một hiện tượng nơi mà xuất hiện các vết lõm trên bề mặt của sản phẩm.
Nó thường được thấy trên nhựa tinh thể crystalline plastics với tỉ lệ co ngót "shrinkage rate"cao.
Khi có gân "rib" ở trên bề mặt tấm đỡ, thì vết lõm sẽ được tạo ra trên bề mặt.
Nguyên nhân
Nguyên nhân ở đây là do độ co ngót của nhựa nóng chảy trong thời gian đúc. Do độ không đều của bề dầy vật đúc, nó kéo theo sự đông cứng solidification không đều.
Điều đó có nghĩa là áp suất không đều trên tất cả các bề mặt của lòng khuôn "cavity". Ngay cả khi có áp suất , nó cũng giảm đi nhanh chóng.
Giải pháp
- Tăng áp lực phun "injection pressure và giảm nhiệt độ của nhựa nóng chảy. Nhiệt độ khuôn cũng cần để thấp hơn.
- Tạo cổng phun "gate" và kênh dẫn "runner" dày và bổ xung cổng phun ở nơi khuyết tật vết lõm xuất hiện.
- Duy trì độ dày sản phẩm đồng đều.
Biến Dạng
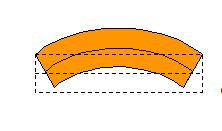
Đây là hiện tượng mà sản phẩm bị vênh hoặc bị khi tháo ra khỏi khuôn.
Do nhựa nóng đóng cứng "solidified" trong thời gian chảy, Ở đó có thể biến dạng dư cũng như ứng suất dư. Biến dạng này xuất hiện khi sản phẩm được tháo ra khỏi khuôn và áp suất không còn.
Nguyên nhân
- Tính thời gian co ngót không đúng do nhiệt độ khuôn khác nhau (Nhiệt độ bề mặt ở bên cavity và core khác nhau) .
- Thể tích co ngót thay đổi bởi vì độ dày thành sản phẩm khác nhau khác nhau.
- Nhiệt độ của khuôn cũng quá cao hoặc không đồng đều or inconsistent, hay làm mát khuôn không đồng đều.
- Nhiệt độ nhựa nóng chảy cao.
- Áp suất phun là thấp.
Giải pháp
- Giữ thời gian làm lạnh dài hơn và hạ thấp tốc độ phun.
- Điều chỉnh vị tríPin đẩy hoặc tăng góc thoát khuôn.
- Kiểm tra độ dày của từng bộ phận và kích thước sản phẩm. Giảm lực cản dòng chảy nhiều nhất có thể để hạn chế tối đa biến dạng bên trong.
Biến Trắng
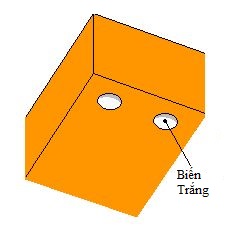
Sau khi đẩy bằng Pin đẩy, bề mặt của sản phẩm bị đẩy và xung quanh vùng đẩy bị biến trắng.
Khi một vài chỗ ở sản phẩm khó tháo ra khỏi khuôn, phần chỗ đó cũng bị trở nên trắng. Hiện tượng này gọi là biến trắng.
Nguyên nhân
- Sản phẩm khó để tháo ra khỏi khuôn.
- Chất lượng bề mặt khuôn quá xấu.
Giải pháp
- Đánh bóng khuôn tốt để dễ tháo sản phẩm.
- Hạ thấp áp suất phun để dễ tháo sản phẩm.
- Giảm tốc độ pin đẩy, và tăng số lượng pin đẩy.
Đường Hàn
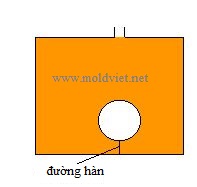
Đây là hiện tượng mà một đường thẳng mảnh được tạo ra khi dòng chảy khác của nhựa nóng chảy trong lòng khuôn gặp nhau và phần còn lại không bị hòa tan. Nó là dòng chảy ở giữa biện lại do sự hòa tan không đồng đều của nhựa nóng chảy. Nó thường phát triển xung quanh xa biên của Cổng phun "gate".
Nguyên nhân
- Nhiệt độ của khuôn thấp là nguyên nhân hòa tan không đồng đều của nhựa nóng chảy.
Giải pháp
- Tăng Tốc độ phun và tăng nhiệt độ khuôn.
- Giảm nhiệt độ của nhựa nóng chảy và tăng áp lực phun "injection pressure"
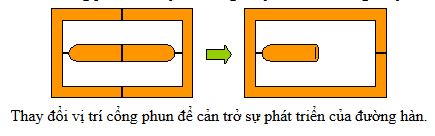
- Thay đổi vị trí cổng phun để thay đổi dòng chảy của nhựa nóng chảy.
Ba via
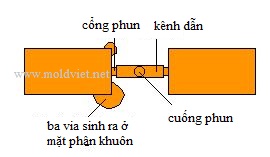
Ba via phát triển ở đường phân khuôn "parting line" hoặc pin đẩy. Nó là hiện tượng nơi mà thoát ra ngoài và bám vào kẽ hở.
Nguyên nhân
- Khi mà độ dày của sản phẩm không đồng nhất, độ dày và mỏng của sản phẩm có sự khác nhau nên áp lực phun và tốc độ phun khác nhau.
- Chất lượng của khuôn kém.
- Nhựa nóng chảy có độ nhớt "viscosity" thấp và dòng chảy cao.
- Áp lực phun quá cao, hoặc Lực kẹp khuôn quá yếu.
Giải pháp
- Ngăn ngừa sự khác nhau trong chiều dày thành là có ích.
- Giảm tốc độ phun xuống.
- Đặt áp lực khuôn cân bằng với áp lực kẹp, hoặc tăng áp lực kẹp.
- Nâng cao chất lượng của mặt phân khuôn,pin đẩy và các lỗ.
- Sử dụng bột rà khuôn để kiểm tra độ tiếp xúc của mặt phân khuôn trong khuôn
Khiếm khuyết
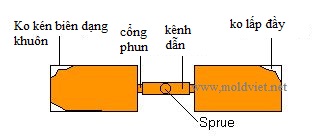
Đây là hiện tượng nơi mà nhựa nóng chảy không được lấp đầy vào Lòng khuôn hoàn toàn. và phần đó của sản phẩm trở thành hình dạng chưa hoàn thành.
Nguyên nhân
- Thể tích phun hoặc áp lực phun là không đủ.
- Tốc độ phun là quá nhanh đến nỗi nhựa nóng chảy trở nên đông kín trước khi khí trong lòng khuôn được thoát ra.
- Tốc độ phun là quá chậm đến nỗi nhựa nóng chảy trở nên đông cứng trước khi nó chảy hết trong khuôn.
Giải pháp
- Cài đặt áp lực phun cao hơn.
- Tạo phần thoát khí xả khí tại vị trí khí bị nén.
- Thay đổi hình dạng của khuôn hoặc vị trí cổng phun để tốt hơn cho dòng chảy của nhựa.
Tạo Đuôi
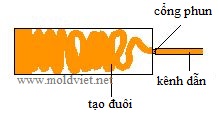
Đây là hiện tượng nơi mà sản phẩm có dạng dây chảy trên bề mặt sản phẩm.
Nguyên nhân
Do vị trí cổng phun "gate" chưa chính xác, Dòng chảy của nhựa nóng chảy vào trong lòng khuôn "cavity" được làm lạnh thành dạng được dây và không hòa tan với dòng nhựa đến sau.
Giải pháp
Tăng nhiệt độ khuôn và nhiệt độ nhựa nóng chảy, tăng Tốc độ phun để làm cho dòng nhựa nóng chảy ban đâu và đến sau được hòa quyện hoàn toàn. Thay đổi vị trí cổng phun để cho dòng nhựa nóng chảy chạm vào bề mặt vách khuôn trước khi tạo thành đuôi.
Vết Dòng Chảy

Đây là hiện tượng mà dòng chảy ban đầu của nhựa nóng chảy mà đông đặc "solidifies" trộn lẫn với dòng đến sau và hòa quyện không hoàn toàn. Nó phát triển theo những dạng đặc biệt như là đám mây, vảy hoặc cây.
Nguyên nhân
- Tốc độ phun là quá nhanh.
- Nhiệt độ khuôn và nhiệt độ nhựa nóng chảy quá thấp.
Giải pháp
- Mở rộng diện tích cổng phun "gate" để giảm tốc độ của dòng nhựa nóng chảy qua cổng phun.
- Tăng thời gian duy trì áp lực cho đặc tính áp lực tốt.
- Đánh bóng nhẵn lòng khuôn, sử dụng dụng cụ đánh bóng để cho bề mặt khuôn đạt tới độ nhẵn thích hợp.
----------------------------------------------------------------------------------------------------------------------------
Để liên hệ tư vấn về các loại linh kiện khuôn mẫu như bột rà khuôn, chốt dẫn hướng, lò xo, chốt hồi, vít bịt, bu lông kéo, vòng định vị, bạc cuống phun, bạc dẫn hướng … giá tốt nhất cùng với dịch vụ service chất lượng tốt nhất thị trường Việt Nam.
Luôn sẵn tồn kho lớn – giao hàng ngay!
DONG DUONG CO.,LTD – Hotline : 0944.911.868 – Email :info@moldviet.net
Website : www.moldviet.net
Công Ty TNHH Thiết Bị Đông Dương
VPGD1: P408 – Tòa Đông – Tòa Chung cư học viện Quốc Phòng – ngõ 24 cũ Hoàng Quốc Việt – Hà Nội
VPGD2: Số 59, Tổ 12, Phường Yên Nghĩa, Quận Hà Đông- Hà Nội
Phone : Mr Tuân – 0944.911.868
Mail : info@moldviet.net